Thermal bonded wadding production line (and padding lines): a procurement-friendly explainer
How through-air thermal bonding works, key specs, applications, and what procurement should verify before buying a wadding/padding line.

If you buy nonwoven filling materials for bedding, furniture, garments, automotive interiors, or insulation, you’ve probably encountered terms like wadding, padding, no-glue batting, and thermal bonding. Many production lines in this category are built around one idea: use heat and airflow to activate a thermoplastic “binder” fiber, so the web bonds without chemical adhesives.
This article combines two closely related line concepts (often marketed as “wadding” lines and “padding” lines) into one plain-English, science-based guide. It’s written for procurement and management readers who care about output, cost structure, compliance documentation, and acceptance risk.
What these lines produce (and why names vary)
You’ll see different labels in the market, but they usually point to the same family of high-loft, soft nonwovens:
Wadding: commonly used to describe fluffy, soft batting used in quilts, garments, and general filling.
Padding: commonly used to describe functional layers (support, cushioning, insulation, acoustic layers) used in mattresses, sofas, automotive interiors, and industrial composites.
In practice, the end product is typically a bulky nonwoven batt or felt-like pad. The difference is mainly the application emphasis:
Wadding tends to emphasize softness and “hand feel” for household textiles and apparel.
Padding tends to emphasize thickness, resilience, and support for furniture, mattresses, and industrial uses.
The core principle: through-air thermal bonding
At the heart of these lines is a thermal bonding stage (often a through-air thermal bonding oven).
In simple terms:
A loose fiber web is formed (carded and layered).
Hot air passes through the web, not just over it.
A low-melt component softens/melts at fiber contact points.
As the web cools, those melt points solidify and “lock” the structure.
This is why these lines can produce soft, lofty materials: bonding occurs at many small points while the structure stays relatively open.
For a general definition of thermal bonding in nonwovens and how heat is used to create bonding, see Barnhardt’s overview of thermal bonded nonwovens. For an explanation of binder components used in through-air thermal bonding, including binder fibers and powders, see Acme Mills’ thermal bonding process overview.
How it differs from needle punching and chemical bonding
Procurement decisions often come down to whether you’re buying a line type or a product property outcome.
Needle punching bonds by mechanical entanglement (needles physically interlock fibers). It’s typically chosen when you need durability, abrasion resistance, and higher structural strength.
Chemical bonding uses a binder system that is applied and cured/dried. It can support a wide range of fibers, but it introduces binder handling, drying/curing steps, and binder-related compliance considerations.
Through-air thermal bonding relies on thermoplastic bonding components and is typically chosen when you need soft, lofty, resilient structures with no chemical adhesive added.
None is universally “better.” They are different tools.
Key takeaway: If your target product is a soft, high-loft filling layer, thermal bonding is often the most direct path. If your target is a tough industrial felt, needle punching may be a better fit.
What raw materials enable “no-glue” bonding
Thermal bonding only works if some portion of your fiber blend can soften and bond.
Common feedstocks for these lines include:
PET (polyester) staple fiber
PP (polypropylene) fiber
Low-melt fiber (low melting point binder fiber)
Bicomponent fiber (often sheath-core)
Why low-melt and bicomponent fibers matter
A common production recipe is:
Structural fiber (PET or PP) +
Binder fiber (low-melt or bicomponent)
During heating, the binder component softens/melts first and forms bonding points while the structural fiber maintains the overall web integrity. The Nonwovens Institute provides a more mechanistic explanation of thermal bond formation and polymer behavior in this paper on thermal bonding mechanisms.
From a purchasing perspective, the critical point isn’t the marketing label “low melt fiber.” It’s the bonding window.
If the bonding window is too low, you can get early softening and handling issues upstream.
If it’s too high, you risk over-bonding (stiff product, loss of loft) or damaging structural fibers.
Practical questions to ask fiber suppliers
For procurement teams, a short list of clarifying questions prevents expensive trial-and-error:
What is the bonding temperature range (not just a single melting point)?
Is the binder fiber sheath-core (common for bonding) or another architecture?
What data is available for shrinkage, bond strength, and loft retention after thermal treatment?
Are there known compatibility notes with your main structural fiber blend?
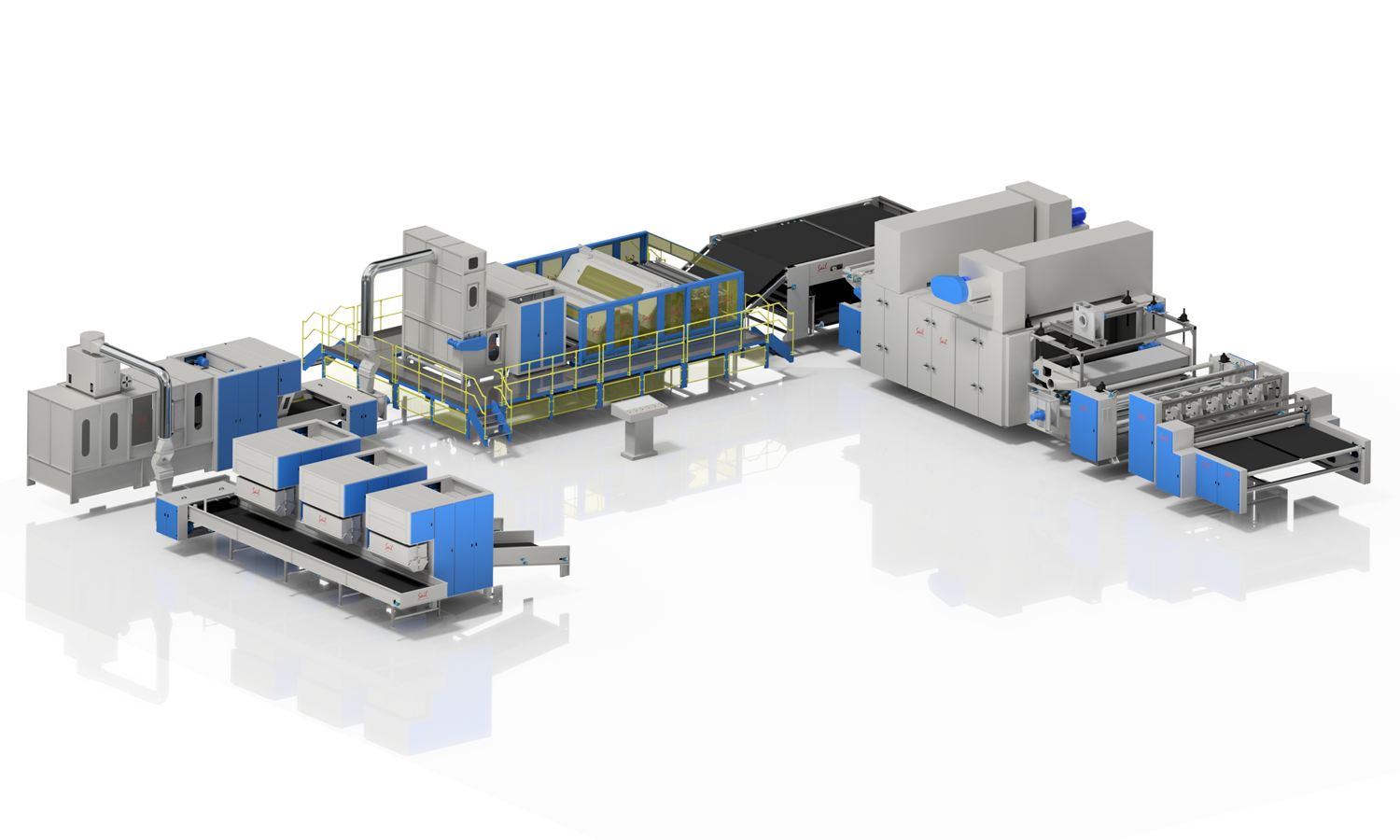
The typical production flow in a thermal bonded padding production line
Even when the line is sold as “wadding” or “padding,” the process architecture is usually a modular chain:
Bale opening / opening
Mixing / blending
Feeding (hopper feeder)
Carding
Web forming / lapping (cross lapper or vertical lapper)
Thermal bonding oven
Cooling and setting
Winding or cutting (and optionally calendering)
Why each module matters (quick procurement interpretation)
Opening and blending: drives uniformity. Inconsistent blending often shows up later as GSM streaks, hard/soft bands, or poor bonding consistency.
Carding: sets fiber orientation and initial web quality. It affects the balance between machine direction and cross direction properties.
Lapping: is where thickness and structure are “designed.”
Oven + cooling: is where bonding and dimensional stability are achieved.
Winding/cutting: must match the final product form you sell (roll goods vs. cut panels).
Cross lapper vs. vertical lapper: the structure decision you can’t ignore
Most suppliers present cross lapping and vertical lapping as a configuration option. For a buyer, it’s better to treat it as an end-product property decision.
Cross lapper (cross-lapped web)
Typical outcomes:
good widthwise uniformity
suitable for broad, consistent batting
often used for general filling products
Vertical lapper (vertical-laid web)
Typical outcomes:
higher achievable thickness and “spring”
often used when resilience and cushioning are priorities
can be a better match for mattress and furniture padding structures
The right choice depends on your product target and your acceptance criteria.
Pro tip: If your customer cares about “bounce back” after repeated compression, validate that requirement using a defined compression/recovery method in your specification and in your acceptance plan.
Understanding key specs on a thermal bonded wadding production line
Suppliers will present many parameters. For procurement and management, the job is to translate each into cost, risk, and capability.
Below are typical ranges found in this category of line (actual performance depends on configuration, raw material, and product spec):
Working width: 2000–4000 mm
Finished product width: up to about 3600 mm
Product basis weight (GSM): 60–3000 gsm
Capacity: 100–600 kg/h
Line speed: up to ≤100 m/min for some configurations
Heating options: electric, gas, or thermal oil
What these numbers mean in business terms
Width affects facility layout, ducting, and downstream converting, not just output.
GSM range tells you how flexible the line is across product families (thin interlayers vs thick padding).
Capacity (kg/h) is only meaningful when paired with GSM and width. The same kg/h can imply very different square-meter output depending on the product.
Heating method shows up directly in operating cost, maintenance planning, and local compliance requirements.
If you’re comparing suppliers, ask them to present a “like-for-like” scenario: same width, same GSM, same thickness target, same fiber blend.
Applications: where thermal-bonded batts show up most often
This product family is widely used because it combines softness with structure.
Typical applications include:
Home textiles: quilt filling, comforter/bedding filling, mattress layers, pillow filling
Furniture: sofa and cushion filling, mattress padding layers
Apparel: thermal insulation layers and linings
Industrial and automotive: acoustic/insulation layers, interior padding
As a broad industry reference, Nonwovens Industry notes that thermal-bonded nonwovens range from thin hygiene layers to high-loft materials, in this explainer on thermal bonded nonwovens.
A procurement checklist: what to verify before you sign
A thermal-bonded line purchase is usually a capital project, not just a machine purchase. A clean checklist helps align engineering, operations, and procurement.
1) Define the product you’re actually buying
Before you compare line quotes, lock down:
target application(s): bedding, furniture, garment insulation, automotive interior, insulation, acoustic
target width and form: rolls vs cut panels
target GSM and thickness range
required resilience/recovery behavior (if applicable)
2) Translate product needs into acceptance metrics
A typical acceptance plan combines in-process stability and finished product tests. Common metrics include:
basis weight (GSM) uniformity across width and along length
thickness under specified load (so measurements are comparable)
tensile strength and elongation in machine and cross directions
compression recovery / resilience for padding products
air permeability when breathability matters
visual checks for hard spots, bonding uniformity, and surface defects
The important point is not the exact test method number in a blog post, but that the contract specifies: test method (ASTM/ISO), sample plan, and pass/fail tolerance.
3) Control the thermal bonding risk: temperature and airflow
Through-air bonding is sensitive to how evenly the web is heated.
Ask suppliers how they manage:
temperature zoning and control in the oven
airflow distribution and pressure control
cooling and setting stability (to prevent distortion and shrinkage)
Overheating can collapse loft and make the product stiff. Underheating can cause weak bonding and fiber shedding. Your acceptance plan should reflect this reality.
⚠️ Warning: If your downstream customer complains about “hard points” or “flat zones,” the cause is often uneven heating or airflow distribution, not just fiber quality.
4) Heating method: evaluate energy and compliance, not just price
Heating is often the biggest ongoing cost driver.
When you evaluate electric vs gas vs thermal oil, ask for:
estimated energy consumption under your target product spec
local requirements for gas systems, burner safety, exhaust handling
maintenance plan and spare parts expectations
5) Vendor serviceability: spares, training, and documentation
For management buyers, downtime risk is a financial risk.
Confirm:
the supplier’s commissioning and training scope
spare parts list and recommended onsite spares
electrical/control documentation quality
warranty terms and support response expectations
If you plan to export product or sell into compliance-heavy supply chains, also confirm what certifications and documentation can be provided for the line.
Where a brand like Sail fits (without turning this into a sales pitch)
If you’re evaluating thermal-bonded line configurations and want a concrete example of how suppliers package this category, you can review a typical Thermal-bonding Wadding Production Line page and browse the broader nonwoven production lines portfolio to understand how thermal bonding is positioned alongside other nonwoven processes.
For buyers who prefer proof of implementation detail, a case-style example can be useful as a reference point; see this thermal bonding production line case example.
Next steps (practical, low-friction)
If you’re preparing an RFQ or building an internal business case, the fastest way to reduce risk is to convert the concepts above into a single-page requirements sheet:
your target product specs (width, GSM, thickness, resilience)
your raw material blend assumptions
your required test methods and tolerances
your preferred heating option and local constraints
your acceptance approach (FAT/SAT and documentation)
If you’d like, you can also reference a production line video when explaining the process internally.