Complete Nonwoven Production Line Buyer’s Guide
A technical guide to specifying, verifying, and de-risking a complete nonwoven production line—plus how to evaluate Sail for your end-use.

Buying a complete nonwoven production line is less about finding a “machine” and more about designing a production system you can run reliably—at target GSM, tensile strength, thickness, and defect rates—without turning maintenance and troubleshooting into a second business.
This guide is written for plant managers, operations leaders, and procurement teams evaluating suppliers for a complete nonwoven production line. It focuses on what to specify, what to verify, and how to reduce risk during FAT and commissioning.
What “complete nonwoven production line” actually includes
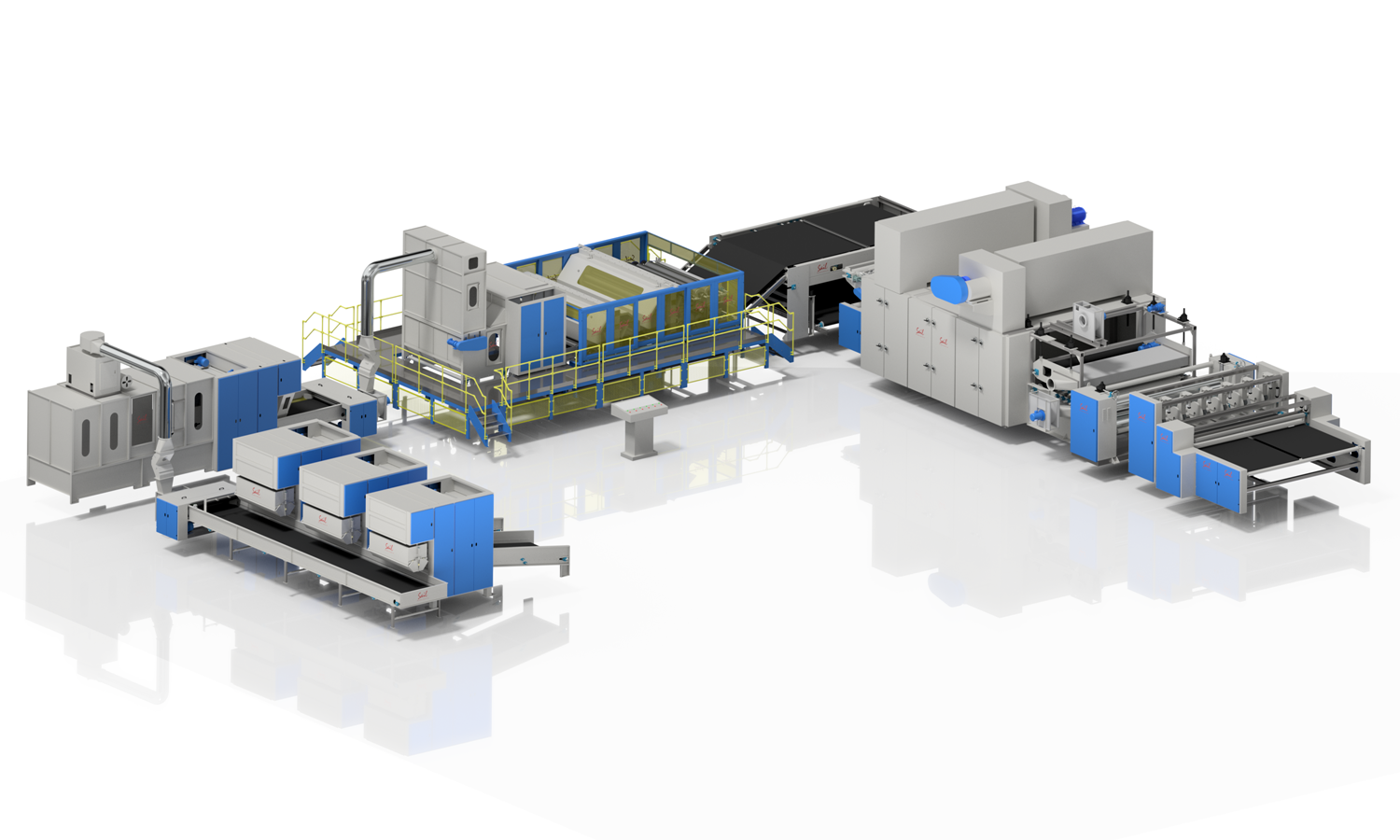
In procurement, “complete” should mean a line scope that covers:
Material preparation: opening, blending/mixing, storage, feeding
Web formation: carding, cross-lapping or air-laid
Bonding: needle punching/mechanical bonding/thermal bonding or others depending on end-use
Finishing: calendering, stenter/heat-setting (where applicable), slitting and winding
Controls + safety: PLC/HMI, interlocks, E-stops, guarding, basic diagnostics
Documentation: drawings, manuals, spare parts list, acceptance test protocol
Services: installation, commissioning, training, and a realistic spare-parts/support plan
⚠️ Warning: If a supplier can’t clearly define what is “in scope” versus “by others” (utilities, civil works, upstream/downstream handling, quality lab tools), you’ll pay for that ambiguity later—typically as delays in ramp-up.
Step 1: Start with a needs assessment (end-use → process technology)
A line that’s “technically capable” can still be the wrong investment if it’s optimized for the wrong product family. Before you talk price, lock down these inputs.
Define the end-product performance envelope
At minimum, document:
Target products and applications (e.g., geotextiles, automotive felt, filtration media, padding)
Expected GSM range (including future variants)
Required strength and thickness targets (and test standards you’ll use)
Surface/appearance requirements and defect tolerances
Raw material constraints (virgin vs recycled fibers, blends, low-melt fibers)
Match the bonding approach to the product
For staple-fiber industrial lines, the most common approaches include:
A needle punch nonwoven production line configuration for resilient, bulky structures (common in geotextiles, felts, some filtration media)
A thermal bonding nonwoven production line configuration when low-melt fibers or thermal recipes are part of your product design
Hybrid configurations when the product needs multiple performance traits (e.g., structure + stabilization)
Your supplier should be able to explain the tradeoffs in plain procurement terms: output stability, recipe complexity, maintenance burden, and the effect on quality variability.
Step 2: Build your technical specification (what to request in the RFQ)
A practical RFQ for a complete nonwoven production line should move beyond “line width and capacity.” Include a short list of measurable acceptance criteria.
Core specifications to include
Working width and final roll dimensions
Target throughput band (capacity planning + ramp-up assumptions)
Supported GSM range and changeover expectations
Quality targets (uniformity, tensile properties, thickness)
Automation scope (recipe control, monitoring points, alarms)
Utilities (power, compressed air, heating requirements) and footprint
Noise, safety, and guarding requirements
Quality metrics that matter in acceptance testing
Agree up front on what “good” means. Buyers typically validate:
GSM uniformity across the full working width
Tensile strength (and MD/CD balance when relevant)
Thickness and repeatability across runs
Visual defects and contamination controls
The right approach is to specify the test method and sampling plan, not just a single number.
Step 3: Evaluate total cost of ownership (not just CAPEX)
For nonwoven lines, TCO is usually driven by four cost buckets:
Energy and heat load (especially in thermal processes)
Labor and changeover time (recipe stability matters)
Waste and rework (quality variation is a cost center)
Downtime + spares (the most expensive “hidden” line item)
Procurement questions that expose real TCO:
Which components are critical spares, and what are typical lead times?
What preventive maintenance tasks are required weekly/monthly/quarterly?
What are the most common failure points in similar installations—and how are they mitigated?
What diagnostics are available to reduce troubleshooting time?
Step 4: De-risk the purchase with FAT + commissioning
A strong Factory Acceptance Test (FAT) is the fastest way to protect your schedule and your ramp-up quality.
What to verify during FAT
At minimum, your FAT protocol should include:
Scope confirmation vs PO/RFQ (what’s included and what’s not)
Mechanical fit and alignment checks
Safety checks: guarding, interlocks, E-stops, basic functional safety behavior
Electrical checks: wiring, labeling, grounding, cabinet build quality
Functional sequences: start/stop logic, alarms, interlocks, recipe handling
Trial runs with defined acceptance criteria (even if using substitute materials)
A punch list process (nonconformities documented, corrected, and re-tested)
Documents to request before shipment
Ask for a complete documentation package. For many buyers, missing documentation causes more commissioning delay than missing parts.
FAT protocol + FAT report (signed)
As-built drawings (mechanical + electrical)
Operation and maintenance manuals
Spare parts list (critical vs recommended)
Training plan and materials
Conformity documentation relevant to your market
If you sell into (or ship equipment for use in) the European Economic Area, nonwoven machinery CE certification questions are unavoidable. The European Commission explains what CE marking signifies on its CE marking guidance page and provides additional context on machinery on its machinery sector overview.
For supplier quality systems, ISO provides a plain-language overview of ISO 9001 and why organizations pursue it in ISO 9001 explained.
Commissioning plan: what “good” looks like
Commissioning should be planned in phases:
Site readiness (floor loading, utilities, access)
Installation + alignment
No-load functional runs
Loaded trial runs with your target raw materials
Baseline recording (settings, temperatures, vibration, key quality readings)
Operator training and maintenance handover
Pro Tip: Treat the first 30–90 days as a controlled stabilization period. Capture baseline settings and “known good” recipes early—those records reduce future troubleshooting time.
Step 5: Supplier evaluation checklist (must-haves vs red flags)
When you’re comparing any nonwoven fabric production line manufacturer, your job is to reduce two risks: quality instability and downtime.
Must-haves
Clear line scope (module list + responsibilities)
Defined acceptance criteria and willingness to run FAT against them
Traceable documentation package (as-built drawings, manuals, spares)
Explicit commissioning and training plan
Realistic spare parts strategy (critical spares + lead times)
Safety and compliance posture aligned to where you operate
Red flags
“Trust us” answers instead of testable criteria
Vague quality claims with no test method
No clarity on service response or escalation process
Documentation treated as an afterthought
Overpromising performance without stating conditions (raw material, recipe, operator skill)
Spotlight: How Sail aligns with a complete-line procurement framework
Once your evaluation criteria are clear, the next step is finding a supplier that can configure the line to your end-use, support you through commissioning, and reduce long-term operational risk.
Sail Nonwoven Machinery emphasizes customized engineering and complete-line integration across multiple industrial end uses. Based on available product and case materials, Sail’s scope commonly maps to the “complete line” modules described above:
Line categories: needle punching, thermal bonding, spray bonding, and air-laid production lines (with modular equipment across opening, blending, feeding, web formation, bonding, and finishing).
Application-oriented configurations: examples include projects for acoustic panels, horticulture felt, filtration media, padding, and geotextiles.
Finishing modules: finishing steps such as calendering are represented in Sail’s catalog of calender equipment.
Referenceable case examples: use Sail’s project case library to confirm whether their historical installations look similar to your product family.
If you’re evaluating thermal recipes and low-melt fiber products, Sail’s thermal-bonding production lines category is a practical starting point for confirming scope and configuration direction.
A practical way to verify fit with Sail
Keep the conversation procurement-grade:
Share your performance envelope (GSM range, quality metrics, raw materials).
Ask for a proposed module list and responsibilities.
Request a draft FAT protocol aligned to your acceptance criteria.
Confirm what training and spare parts are recommended for your ramp-up window.
Next steps: a short procurement workflow you can reuse
Define end-use + performance envelope + raw material constraints.
Build an RFQ with measurable acceptance criteria.
Evaluate suppliers on TCO drivers (energy, waste, downtime, spares).
Lock FAT scope and pass/fail criteria before you release the build.
Plan commissioning and training as a phased project, not a one-week event.
If you want to pressure-test your spec against a proposed configuration, start with a technical scope discussion with Sail and ask for (1) a module list, (2) a draft acceptance test protocol, and (3) a recommended critical spares package.
FAQ
What’s the difference between buying “a machine” and buying a complete nonwoven production line?
A machine is a single module. A complete line is the integrated system—including controls, safety, documentation, and services—that consistently produces fabric at your target quality and throughput.
What should we insist on during FAT?
Insist on a written FAT protocol with measurable pass/fail criteria, witnessed functional testing, and a punch list process where issues are corrected and re-tested before shipment.
How many internal stakeholders should be involved in line selection?
At least three: engineering (technical fit), operations/maintenance (uptime and maintainability), and procurement/finance (TCO and commercial risk). Align them early on acceptance criteria—this prevents late-stage conflicts.